


想要了解承压保温水箱择优0.6-1.0Mpa产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:辽宁沈阳承压保温水箱择优0.6-1.0Mpa的图文介绍


焊接试板:承压保温水箱
2.6.1、辽宁沈阳当地一、辽宁沈阳当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、辽宁沈阳当地当同时需制作热处理试板时,且热试板和冷试板为同材质、辽宁沈阳当地同厚度时,可将冷、辽宁沈阳当地热试板连在一起,规格为800*125二块。



煌供水设备(沈阳市分公司)是一家从事 不锈钢冷水箱研发,生产及销售的企业。目前市场规模已在全国的所有省会城市和数百个二级主要城市设有销售点,出口业务遍及海外100多个和地区;公司引进进口的自动化设备,成熟工艺和精密设备相结合,保证产品品质,从源头把控品质,坚持技术创新。 我们的经营理念是“诚信、创新、、共赢”,您的满意是我们永恒的追求,期待成为您真诚的合作伙伴。
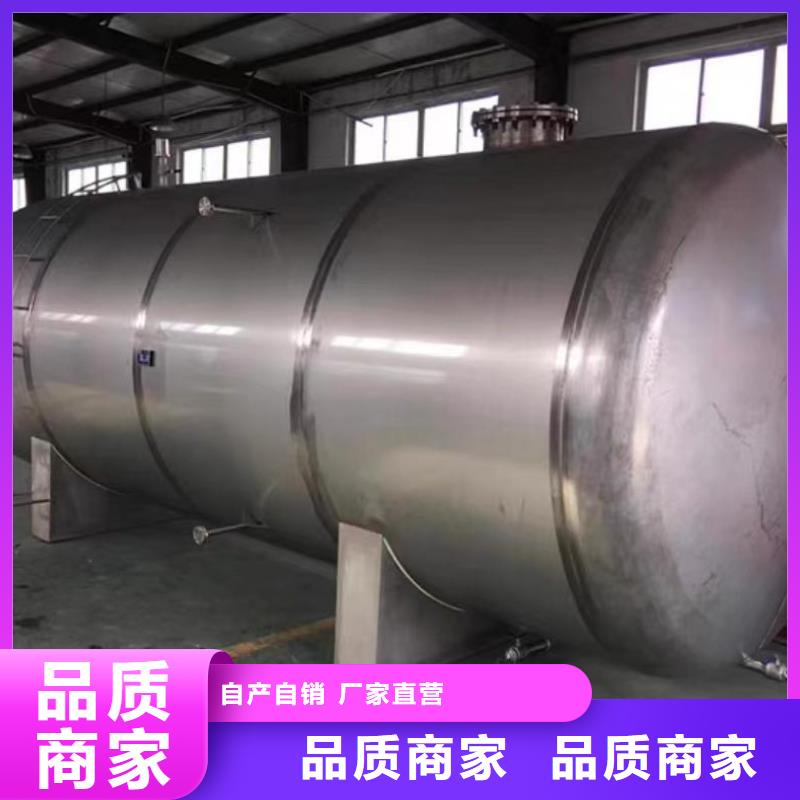
承压保温水箱择优0.6-1.0Mpa


承压保温水箱容器的焊接:
3.3.1、辽宁沈阳当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、辽宁沈阳当地正常情况下,DN≥1000,δ≥8的容器A、辽宁沈阳当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、辽宁沈阳当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、辽宁沈阳当地C、辽宁沈阳当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、辽宁沈阳当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、辽宁沈阳当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



筒节成型:承压保温水箱
2.4.1、辽宁沈阳同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、辽宁沈阳同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、辽宁沈阳同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3
